
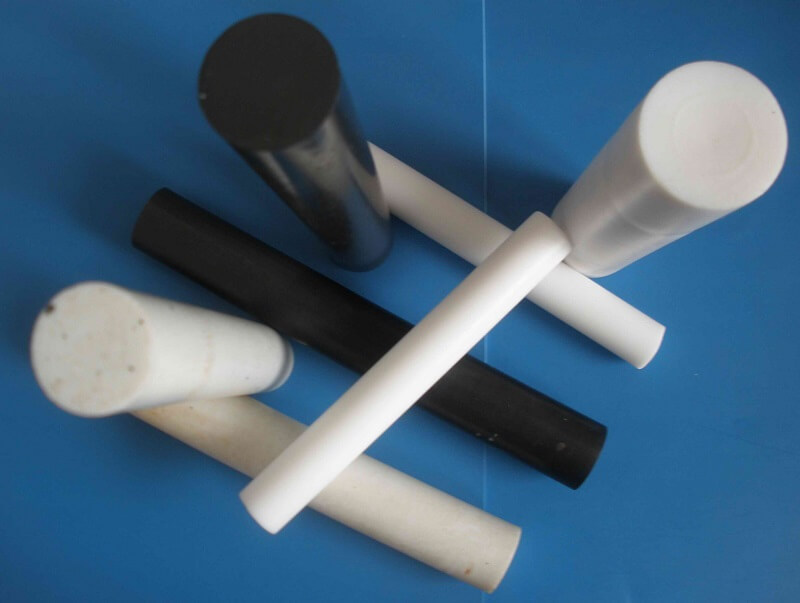
די PTFE רוט זיך האט גוט קעראָוזשאַן קעגנשטעל, ניט-יידזשינג, דוראַבאַל און פאַרלאָזלעך סילינג פאָרשטעלונג;נאָך ספּעציעל באַהאַנדלונג, עס האט גוט קריכן קעגנשטעל און קאַלט לויפן קעגנשטעל.PTFE רוט קענען זיין אין אַ ברייט טעמפּעראַטור קייט נוצן, לאַנג-טערמין זיכערקייַט,ווייך און גרינג צו שנייַדן, דורך מעטשאַניקאַל אָדער מאַנואַל קאַטינג, גרינג צו ינסטאַלירן.דער פּראָצעס לויפן פון מאכן PTFE רוט מאַטעריאַל איז ווי גייט:
דיPTFE רוטזיך האט גוט קעראָוזשאַן קעגנשטעל, ניט-יידזשינג, דוראַבאַל און פאַרלאָזלעך סילינג פאָרשטעלונג;נאָך ספּעציעל באַהאַנדלונג, עס האט גוט קריכן קעגנשטעל און קאַלט לויפן קעגנשטעל.פּטפע רוט קענען זיין אין אַ ברייט טעמפּעראַטור קייט ניצן, לאַנג-טערמין זיכערקייַט, ווייך און גרינג צו שנייַדן, דורך מעטשאַניקאַל אָדער מאַנואַל קאַטינג, גרינג צו ינסטאַלירן.דער פּראָצעס לויפן פון מאכן PTFE רוט מאַטעריאַל איז ווי גייט:
1. פורעם צוגרייטונג: ווישן ריין מיט אַלקאָהאָל, עס איז קיין זשאַווער און קיין אַטאַטשמאַנץ אין די פורעם.
2. צוגרייטונג פון רוי מאַטעריאַלס: ריין פ 4 פּראָדוקטן, פ 4 פייַן סמאָלע, קראַשט, סיווד.
3. וואָג, לויט די פאָרמולע ג = פּוו (ווו ג איז די סומע פון קאָרמען, פּ איז די געדיכטקייַט פון די פּרעפאָרם (2.18 ג / קמ3) און V איז די פּראָדוקט באַנד).
4. דעמאָולדינג און טרימינג: נעמען די האַלב-פאַרטיק פּראָדוקט אויס פון די פורעם, טרים זייַן ייבערפלאַך צו מאַכן די ייבערפלאַך גלאַט און די עדזשאַז ציכטיק.
5.פּרעפאָרמינג (דרינגלעך): רעכענען די מאָס דרוק פון די דרוק לויט די פאָרמולע, און שטעלן די מאָס דרוק פון די דרוק.
6. פידינג: פאַרשפּרייטן פ 4 סמאָלע יוואַנלי אויף די גאנצע דרינגלעך ייבערפלאַך.
7. סינטערינג: שטעלן די האַלב-פאַרטיק פּראָדוקט אין די סינטערינג אויוון סלאָולי, שטעלן עס אין אַ פּאַסיק סומע, און היץ עס אַרויף צו וועגן 390 דיגריז פֿאַר איין שעה, און דעמאָלט האַלטן עס וואַרעם פֿאַר איין שעה.נאָך וועגן פיר שעה, די טעמפּעראַטור וועט אָנהייבן צו קילן אַראָפּ.נאָך וועגן פיר שעה, עס וועט דערגרייכן די צימער טעמפּעראַטור און גיינ ווייַטער צו די פאַרטיק פּראָדוקט.אויס פון די ויוון, די לעצט פאָרעם איז געענדיקט.
פּאָסטן צייט: Aug-04-2020